在電子設備向高功率、高可靠性演進的背景下,厚銅板憑借其卓越的載流能力與散熱性能,成為電源模塊、汽車電子、工業設備等領域的核心基材。然而,厚銅板蝕刻過程中普遍面臨蝕刻深度大、側蝕控制難、均勻性不足等難題,蝕刻不均勻導致的線寬偏差、局部殘留或過度腐蝕等問題,不僅影響電路性能,還可能引發批量報廢風險。本文聚焦厚銅板蝕刻工藝的關鍵痛點,深入剖析蝕刻不均勻的成因,并結合工程實踐提出系統性補救方法與優化路徑,為提升厚銅板制造精度提供技術參考。
厚銅板是指銅箔厚度不小于105μm的板材,常見規格包括105μm、140μm、180μm等。由于銅層較厚,其蝕刻工藝與普通薄銅板相比存在顯著差異:
蝕刻深度大:需去除的銅層厚度是普通薄銅板的3-10倍,蝕刻時間大幅延長,例如從180μm蝕刻至35μm所需時間比18μm銅箔蝕刻至35μm延長2-5倍;
側蝕控制難:蝕刻液在垂直方向和水平方向的侵蝕速率不同,銅層越厚,這種差異越明顯,容易導致線寬精度超標,如設計500μm的線寬蝕刻后可能僅為450μm,或出現局部銅層未完全去除的蝕刻殘留問題;
均勻性要求高:大面積厚銅板蝕刻時,板材邊緣與中心區域的藥液流速、溫度等參數可能存在差異,引發區域性蝕刻不均,導致同一板材不同位置的銅厚偏差超過10%。
整板蝕刻速率不一致主要由藥液分布不均和溫度梯度引起。噴淋式蝕刻機的噴嘴若發生堵塞或壓力不足,會導致板材表面藥液流量不均勻,例如標準壓力為2.0bar時若實測僅1.5bar,部分區域的蝕刻速率就會明顯下降。此外,蝕刻槽內溫控系統故障會造成溫度波動,如設定溫度為50℃但實際溫差達到±5℃,高溫區域的蝕刻速率會加快,低溫區域則容易出現銅層殘留。曾有案例顯示,某140μm厚銅板因蝕刻槽左側加熱管損壞,左半區溫度比右半區低8℃,最終左半區銅厚殘留超過20μm。
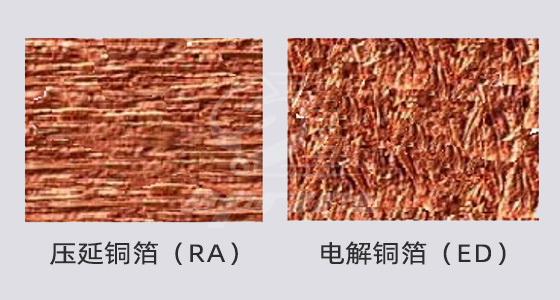
局部蝕刻殘留或過度蝕刻通常與抗蝕層缺陷和銅箔粗糙度有關。厚銅表面的干膜或阻焊油墨若附著力不足,蝕刻時可能出現滲鍍現象,即抗蝕層邊緣翹起導致下方銅層被腐蝕。同時,厚銅箔表面粗糙度較高,若粗糙度Ra大于5μm,凹陷處容易滯留藥液形成蝕刻盲區,造成局部殘留。例如,電源模塊厚銅板的大電流走線區域,可能因蝕刻殘留導致載流能力下降,實測電阻比設計值高出15%。
側蝕過度主要由蝕刻時間過長和蝕刻液組分失衡引起。為確保厚銅完全蝕刻而延長工藝時間,會導致橫向側蝕加劇,通常每多蝕刻1分鐘,線寬會減少10-15μm。此外,蝕刻液中鹽酸濃度不足或氯化鐵含量過高,會降低選擇性蝕刻能力,同時腐蝕抗蝕層與銅層,導致線寬精度失效。
采用雙噴淋層設計,上下噴頭交錯排列,提升藥液覆蓋均勻性,壓力控制在2.5-3.0bar。同時加裝噴嘴流量監測傳感器,實時報警堵塞情況,并定期用5%硝酸溶液清洗噴嘴,每周至少一次。實踐證明,某180μm厚銅板蝕刻時,噴淋壓力從1.8bar提升至2.8bar后,整板蝕刻均勻性從±12%提升至±5%。
改用板式換熱器替代盤管加熱,將溫度波動控制在±1℃以內,蝕刻溫度優選55-60℃以提升藥液活性。增加藥液循環泵功率,流量從20m3/h提升至35m3/h,并加裝10μm濾芯過濾器,去除銅離子絮狀物,保持藥液清潔。
蝕刻前采用磨板加微蝕工藝,磨板粗糙度控制在Ra2-3μm,微蝕深度1.5-2.0μm,增強銅面與抗蝕層的機械咬合。同時涂布硅烷偶聯劑,如KH-570,在銅表面形成分子級吸附層,提升干膜附著力,使剝離強度從1.2N/mm提升至1.8N/mm。
優先選用厚度50-75μm的厚膜干膜,如旭化成DF-2000,其耐蝕刻液滲透能力優于普通25μm干膜。貼膜時將壓力提升至1.5-2.0MPa,張力保持2.5-3.0kg/cm,避免氣泡或褶皺導致局部抗蝕失效。
采用階梯式濃度控制,第一階段使用高濃度蝕刻液,鹽酸濃度8%、氯化鐵含量450g/L,快速去除大部分銅層,蝕刻量占比達到70%;第二階段切換為低濃度蝕刻液,鹽酸濃度5%、氯化鐵含量300g/L,進行精細蝕刻,減少側蝕,側蝕量可降低40%。通過在線銅厚測試儀實時監測蝕刻進度,當剩余銅厚接近目標值時,立即切換至第二階段。
周期性啟停藥液噴淋,如噴30秒、停10秒,利用空蝕效應減少連續噴淋導致的側蝕,同時促進蝕產物排出。某105μm厚銅板采用脈沖蝕刻后,線寬精度從±25μm提升至±10μm,蝕刻效率提升15%。
對于小面積蝕刻殘留,如面積小于10cm2,可用毛筆蘸取稀釋后的蝕刻液,鹽酸與水按1:1比例混合,均勻涂抹于殘留區域,作用時間10-30秒后迅速水洗,需嚴格控制時間避免過蝕。
當過度蝕刻導致線寬偏差超過15%時,可采用電鍍填補修復。首先對需修復區域進行除油、微蝕預處理,然后采用局部電鍍工藝,如刷鍍,電流密度控制在10-15A/dm2,電鍍時間5-10分鐘,直至達到設計線寬。
采用X射線測厚技術,每蝕刻5片板抽檢1片,測量多點銅厚,包括邊緣4點和中心1點,公差控制在±5%。配備自動光學檢測設備,使用50倍物鏡,掃描速度不超過20cm2/秒,識別線寬偏差、蝕刻殘留等缺陷,報警閾值設定為±10μm。
每批次生產前制作首件,通過切片分析,在放大200倍的顯微鏡下確認蝕刻均勻性,合格后方可批量生產。建立參數追溯系統,記錄蝕刻過程中的溫度、壓力、藥液濃度、時間等數據,建立大數據模型,預測工藝波動風險,如藥液壽命預警。
厚銅板蝕刻不均勻問題的解決,需要從設備硬件、工藝參數、材料匹配到檢測體系的全鏈條優化。通過噴淋系統升級、抗蝕層強化、分段式蝕刻工藝等措施,可顯著提升蝕刻均勻性與精度。
上一篇:沉金工藝與鍍金工藝成本差異
下一篇:新能源車用PCB有哪些新趨勢?
2025-05-06
2025-05-06
2025-05-06
2025-05-06
2025-05-06
2025-04-30
相關新聞
聯系我們
 熱線:0755-23067700
熱線:0755-23067700
 contact@sprintpcb.com
contact@sprintpcb.com
 深圳市寶安區福海街道富橋第三工業區A19棟,C2棟
深圳市寶安區福海街道富橋第三工業區A19棟,C2棟
版權所有© 2024深圳市普林電路有限公司粵ICP備2023109621號 粵公網安備 44030002001271號
粵公網安備 44030002001271號